Режим "Программной ориентации" обеспечивает работу станка при отсутствии датчиков крайних положений и делает возможной высокую повторяемость намотки изделия. Этот режим создается написанием программы. Принцип ее написания: параметры каждого ряда вводятся как отдельные секции, используя знак раскладки и параметр "У" - управление. Таким образом можно получить практически любые траектории движения раскладчика в процессе намотки. Программа состоит из произвольного количества секций: от 00 до 99. Для начала составления программы необходимо вызвать РЕЖИМ ОЖИДАНИЯ нажатием клавиши #.
|

|
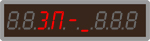
Нажать клавишу ЗП - ЗАПИСЬ ПРОГРАММЫ - клавиатуры, на индикаторе появится надпись: "ЗП-_", программа ожидает ввода номера записываемой секции от 0 до 9. Ввести номер.
|

|
Если вместо цифры от 0 до 9 нажать на клавиатуре клавишу #, индикатор вернется к отображению РЕЖИМА ОЖИДАНИЯ.
|

|
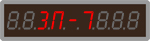
После ввода номера записываемой программы (например, записываем программу 7), на индикаторе отобразится сообщение "ЗП-7" , а затем готовность к вводу первой из перечня секций, включаемых в данную программу. Если данный шаг данной программы еще не записывался, на индикаторе будет отображаться сообщение "01 ", если же этот параметр был когда-либо записан, отобразится записанное значение. Например, если первым шагом данной программы была записана секция 55, на индикаторе будет сообщение "01 55". Удалить введенное ранее или ошибочно введенное значение можно нажатием клавиши # - СБРОС.
|
|
Следует ввести двузначный номер секции. То есть, если вы вводите секцию номер 9, следует набирать на клавиатуре 09. Появится сообщение "01 09", что означает: в записываемой программе первой будет выполнена секция под номером 9.
|
|
После ввода номера секции нажать клавишу * - ЗАПИСЬ НАБРАННОГО ЗНАЧЕНИЯ в память станка. Повторять это действие после ввода каждого следующего номера секции.
|

|
На индикаторе появится сообщение о готовности к вводу номера второй по порядку секции - "02 09 ". При этом число "09" (номер первой секции) сместится на индикаторе левее. Для примера, второй секцией нашей программы будет секция 56. Соответственно, после ввода числа "56", на индикаторе отобразится "02 09 56".
|


|
После ввода номера секции нажать клавишу * - ЗАПИСЬ НАБРАННОГО ЗНАЧЕНИЯ в память станка. Повторять это действие после ввода каждого следующего номера секции.
|
|
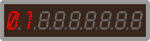
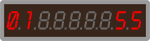
Таким образом, после ввода номера каждой следующей секции программы и подтверждения записи (нажатие клавиши *), на индикаторе отображается сообщение "nn pp ss" где nn - порядковый номер секции, которую в данный момент можно добавить в программу, pp - номер секции, записанной в предыдущем шаге, ss - пустое место для ввода номера добавляемой секции. Позиции ss могут быть заняты номером какой-либо секции, если данная программа была записана ранее. Сброс данных - нажать клавишу #. Например (справа): третьей секцией программы была записана секция номер 25, а четвертой секцией программы была записана секция номер 77, которую в данный момент можно заменить, нажав клавишу #.
|

|
Если какая-либо секция должна выполняться в программе несколько раз, то следует вводить один и тот же номер необходимое число раз.
|
|
Ввод программы заканчивается двойным нажатием клавиши *, после чего индикатор переходит в РЕЖИМ ОЖИДАНИЯ.
|
|
Для выполнения программы намотки, нажатием клавиши # вызовите на индикатор РЕЖИМ ОЖИДАНИЯ и нажмите на клавиатуре номер программы. Для примера, нажимаем 7. На индикаторе появится сообщение "П-7-01", где П - намотка программы, 7 - номер программы, 01 - шаг программы (секция по порядку), с которого будет начата намотка.
|

|
Если требуется начать намотку не с первой по порядку секции программы, укажите номер шага, с которого следует начинать, нажатием цифровых клавиш. Например, заменим первый шаг на третий - вводим "03". На индикаторе появится сообщение "П-7-03".
|

|
Прежде, чем начать намотку, следует переключить тумблер СТОП в верхнее положение (отключить режим СТОП).
|

|
Обратите внимание: перед началом намотки тумблер НАПРАВЛЕНИЯ ВРАЩЕНИЯ ВАЛА не должен находиться в нейтральном положении.
|

|
Нажать кнопку ПУСК, предварительно установив катушку и закрепив наматываемый материал.
|

|
Если вызванная программа содержит незаписанные секции или не содержит секций, после нажатия кнопки ПУСК на индикаторе появляется мигающее чередование: "ПР-n" / "НЕ ОПР", где n - номер вызванной программы. Например, незаписанной оказалась программа номер 5 - на индикаторе появляется "ПР-5" / "НЕ ОПР". Вернуться в РЕЖИМ ОЖИДАНИЯ можно нажатием клавиши #.
|


|